
Eficiência de Juntas em Vasos de Pressão
A eficiência de juntas é um fator requerido em todos os cálculos de tampos e corpo que considera o quão próximo uma junta soldada finalizada se aproxima da qualidade do material original sem costura. Sem inspeção adicional, assume-se que a junta soldada é mais fraca que o material ao redor devido a potenciais defeitos como porosidade, inclusões de escória, entre outros.
A espessura da parede do corpo e, portanto, a quantidade de solda é aumentada para compensar essa redução na resistência. Soldadores qualificados seguindo um procedimento de soldagem aprovado são testados para soldar uma junta finalizada que mantenha 100% da resistência do material original, mas sem testes adicionais, a resistência permitida de uma junta de produção é reduzida para 70%.
Para algumas condições de projeto, como serviço letal, o Código requer que o projetista especifique radiografia completa. No entanto, quando não exigido, o projetista pode especificar exame radiográfico opcional para aumentar a eficiência da junta e reduzir a espessura necessária de corpos e tampos de vasos de pressão. O projetista pondera os custos de material e soldagem contra os custos de inspeção para determinar qual curso é mais adequado para a aplicação.
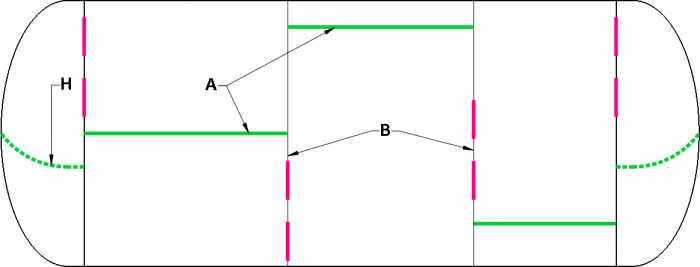
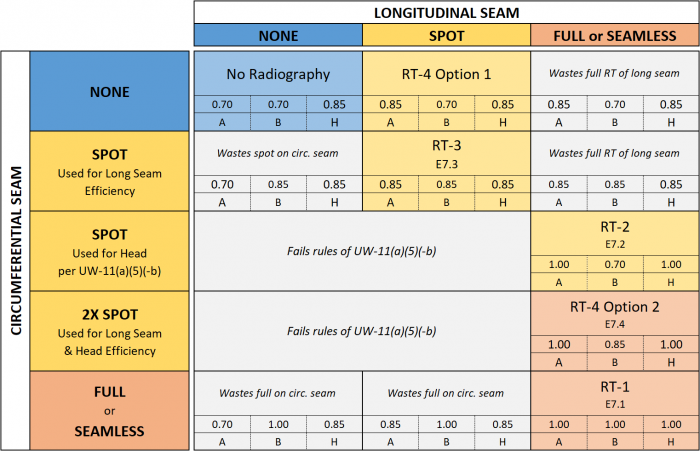
As figuras abaixo mostram os valores de eficiência de juntas da ASME VIII-1 com base em juntas do Tipo 1 (juntas de topo totalmente soldadas de ambos os lados ou equivalente) e grau de exame radiográfico. As informações são geradas usando os diagramas lógicos de radiografia e exemplos da Parte 7 do PTB-4-2013 ASME Seção VIII – Manual de Exemplo de Problema da Divisão 1 – os números de exemplo ‘E7.1’ a ‘E7.4’ do PTB-4 são indicados quando aplicável.
Sem Radiografia
| ASME PTB-4 Ref. No.: None | |
 | E = 0.70 |
| E = 0.85 |
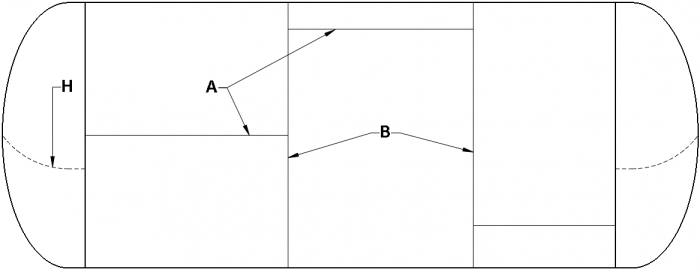
Quando não especificado, o exame visual é a opção de inspeção mais simples. Todas as juntas do corpo (A e B) têm uma eficiência de 0,70.
A eficiência do tapo sem costura é reduzida de 1,00 para 0,85, pois a junta circunferencial do corpo que ela intercepta não é inspecionada de acordo com a regra UW-12(d) do código. Isto é mostrado como a junta “imaginária” H na figura.
RT-4 Opção 1
| ASME PTB-4 Ref. No.: None | |
 | E = 0.85 |
| E = 0.70 | |
| E = 0.85 |
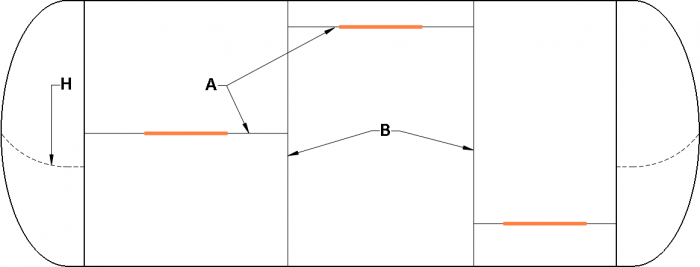
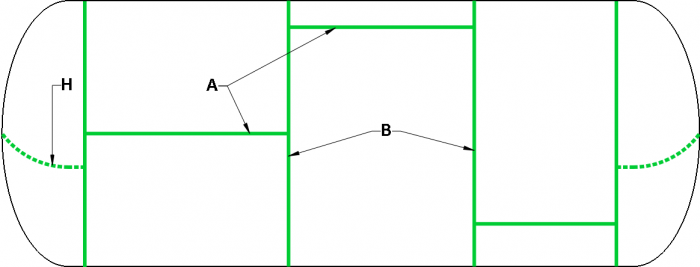
Como a tensão circunferencial rege o projeto do corpo cilíndrico, a realização de radiografia pontual em juntas longitudinais é a maneira mais fácil de melhorar a eficiência da junta e, portanto, reduzir a espessura do corpo.
Quando especificada, a radiografia pontual requer um exame para cada 15 metros do mesmo tipo de solda, com a disposição de que o trabalho de cada soldador é representado. Um ponto poderia cobrir todas as juntas do Tipo 1 neste vaso se seu comprimento total somar menos de 15 metros. Isto aumenta a eficiência da junta longa de 0,70 para 0,85 e reduz a espessura do corpo cilíndrico a um custo mínimo.
A eficiência da junta imaginária do tampo permanece em 0,85 devido à regra UW-12(d).
RT-3
| ASME PTB-4 Ref. No.: E7.3 | |
| E = 0.85 |
| E = 0.85 |
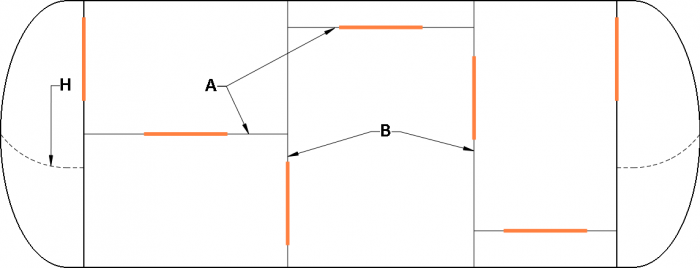
O RT-3 aumenta os requisitos de inspeção para radiografia pontual tanto nas juntas longitudinais quanto circunferenciais de um vaso. Não há valor adicionado para a radiografia pontual das juntas circunferenciais, uma vez que a eficiência da junta longa rege o projeto e a Opção 1 do RT-4 já aumentou a eficiência da junta longa para 0,85.
A eficiência da junta imaginária do tampo permanece em 0,85 devido à regra UW-12(d).
RT-2
| ASME PTB-4 Ref. No.: E7.2 | |
 | E = 1.00 |
| E = 0.70 |
 | E = 1.00 |
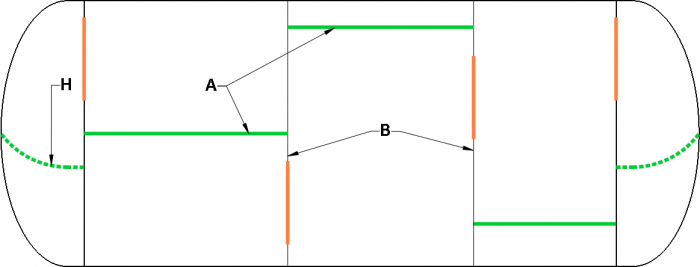
O RT-2 é frequentemente usado para reduzir a espessura de um tampo sem costura não hemisférica melhorando a eficiência da junta do tampo – todas as juntas longitudinais devem ser totalmente examinadas para tirar proveito desta opção.
Pela primeira vez, a regra UW-12(d) é cumprida e as eficiências das juntas longitudinais e imaginárias do tampo do corpo são 1,00.
RT-4 Opção 2
| ASME PTB-4 Ref. No.: E7.4 | |
| E = 1.00 |
 | E = 0.85 |
| E = 1.00 |
A Opção 2 de RT-4 é semelhante ao RT-2, mas usa radiografia pontual adicional para melhorar a eficiência da junta circunferencial do corpo. Esta opção custa mais do que o RT-2 e produz as mesmas espessuras de componentes – as juntas circunferenciais não regem o projeto de corpos cilíndricos.
Novamente, a regra UW-12(d) é cumprida e as eficiências das juntas longitudinais e imaginárias do tampo do corpo são 1,00.
RT-1
| ASME PTB-4 Ref. No.: E7.1 | |
| E = 1.00 |
| E = 1.00 |
Conforme mostrado, o RT-1 requer que todas as juntas sejam examinadas em todo o seu comprimento e produz E = 1,00 para todas as juntas. A inspeção RT-1 é necessária para serviço letal.
Em resumo, a eficiência de juntas soldadas é um parâmetro crucial que deve ser considerado no projeto de recipientes pressurizados segundo o código ASME. O grau de inspeção radiográfica especificado tem um impacto significativo na eficiência das juntas e, portanto, na espessura de parede necessária.
Baseado no texto de P.|V. Eng Complex, por: Eng° Tiago Rotger
t)